 加载中…
加载中…浮动端面密封环和球形密封带的研磨工艺
标签:
密封带浮动端面密封环密封带研磨 |
分类: 膨胀四氟乙烯密封带 |
1.前言
浮动端面密封环简称浮封环,是精度和硬度要求高的薄壁、贵重的机件,既需要成批机械化生产,又需要单件小批制造配件,它的最后加工必须采用研磨加工,一般选用湿研。但是目前研磨的密封端面的质量和产量都不能满足机械工业的需要,因此,研究浮封环的研磨工艺,提高产品质量和生产率,降低制造成本是非常重要的。本文主要介绍浮动端面密封环和球形密封带的研磨工艺。
2.研磨工艺的研究
控制浮封环密封端面的几何形状和表面粗糙度的关键零件是研磨盘。如图1所示浮封环的密封端面A是一个半径大的凹球面,球面半径R=61m(3~5条牛顿光环),表面粗糙度R a=0.00125mm,根据共轭曲面原理,研磨盘表面也应当是一个半径极大的凸球面,其球面半径R=61m。
http://www.aosailuo.cn/aosailuo/e/UploadFile/20149116381591.jpg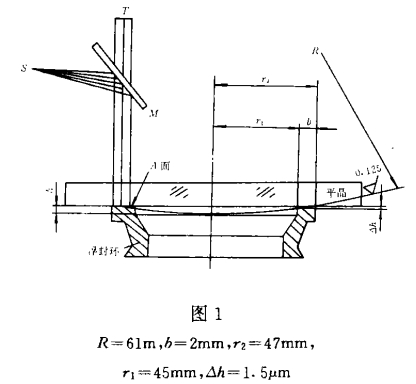{kind=link}
2.1 研磨加压
在研磨过程中,如果对浮封环不加压重,让其自重自转自研,则在相同质量条件下研磨所需的时间长,生产率低。但压重生产的比压大于35MPa,生产率反而有所下降,可能是因其压力重大,密封环自转速度减慢,往往产生滑移,这时摩擦热温升增加,因而生产率和质量都不能保证。试验表明,被研件单位面积上的比压在24MPa左右比较合适。研磨压力可用下式计算:
http://www.aosailuo.cn/aosailuo/e/UploadFile/20149116390213.jpg{kind=link}
在研磨过程中,压力P0是一个变值,这是由于在研磨初期,密封端面粗糙、形状误差大、端面与研磨盘的接触面积小,随着研磨的进行,它们之间的实际接触面积也逐渐增大,研磨压力P0随之降低,直至接近理论值P0才稳定下来。为了弥补P0的大小在研磨过程中的剧烈变化,应不断地改变总压力P,使P0-t曲线变得暖和一些。
2.2 研磨余量e
研磨余量e可由下式求得:
e=e1+e2+e3+e4 (2)
式中:
e为研磨余量,mm
e1为前道工序最大的形状误差,mm
e2为零件最大尺寸误差,mm
e3为被研表面存在的缺陷,mm
e4为提高精度和表面粗糙度必须的研磨量,mm
浮封环是用量很大的零件,适宜于加工研磨余量,降低磨削精度和表面粗糙度,先粗研,后精研,用机械化加工大量生产的工艺程序,这时一般研磨余量为e=0.02~0.05mm。
粗研时,研磨压力P0大,砂粒粒度大,余量除去快,这时研磨量与时间是幂函数关系,可用下面的式子表示:
e粗=Kta (3)
式中:
K为粗研效率系数
d为粗研幂指数常数
t为研磨时间,min
精研时,研磨压力降低且较稳定,砂粒细小,研磨效率低。精研研磨量可用下面的式子表示:
e精=bt
式中:b为精研系数
研磨余量和研磨时间关系如图2所示。
http://www.aosailuo.cn/aosailuo/e/UploadFile/201491163946699.jpg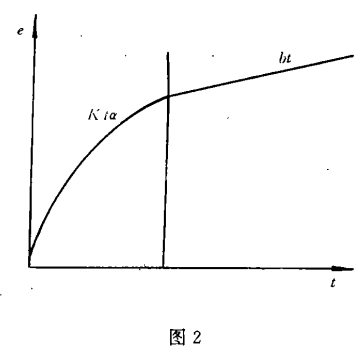{kind=link}
系数K与b可用e-t关系的实验求得。K值的大小表示研磨效率的高度,在不影响产品质量的情况下,影响K值的因素有研磨压力P0、研磨速度V、零件的形状和位置误差、研磨的粒度和研磨剂的成分;b值的大小根据研磨质量的要求,由试验确定。b值不能过大。
粗研设备和精研设备应当分开,精研之前应严格的清洗浮封环,然后精研,防止混入大砂粒和灰尘对精研产生不利的作用。
定期均匀地加砂对研磨生产率也有影响,例如每隔3min均匀地加砂一次,则可提高浮封环研磨生产率20%左右。
2.3 密封端面的研磨
研磨浮封环密封端面的研磨盘面的球面半径R=61m,转速n=38r/min,采用M40号砂粗研,M20号砂精研,煤油作为研液,经过这样研磨加工的浮封环可以达到图1所示的要求。
2.4 密封带的研磨
因为浮封环的密封端面是一个半径极大的球面,当两个这样的浮封环组装成浮动端面密封时,其密封面首先在其外圆接触,理论上是一条线接触,实际上是一个小环形面接触。尽管这样,它们之间的比压仍然是很大的,因而磨损是很快的,为了改善这种状态,本文研究研磨密封带的技术。
图3(a)是研磨密封带的局部视图。图中轴2带动研磨夹具作旋转运动。带凹心的研磨盘面的上面的外径边缘比内径边缘高0.127μm。研磨夹具中夹持的浮封环,与它组装在负重轮中使用时的形态相同,所以用这种夹具研制的浮封环,其加工基准与使用基准基本相同,因而误差较小。
从图3(b)中可以看出,研磨盘上局部的研磨带比浮封环的最大直径小,这样的研磨机构,有利于排出已用过的研磨旧砂粒和研屑,可以提高研磨后的表面质量。
http://www.aosailuo.cn/aosailuo/e/UploadFile/201491164049237.jpg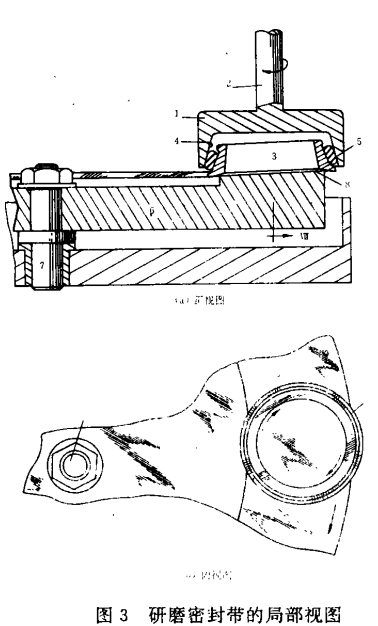{kind=link}
图4(a)是在压力下研磨的示意图。从轴向施加的压力P1=400N。当P1=400N研磨时,浮封环将发生变形,其形状的变化如图中所示,其中“O”型橡胶密封圈传递的力为2000N。
这种密封环研磨后,去除轴向载荷400N,其密封带的形状如图4(b)所示。由图可以看出,表面5仍有偏向中心线6的倾向,这表明该面发生了微量的变形和倾折。
http://www.aosailuo.cn/aosailuo/e/UploadFile/201491164130448.jpg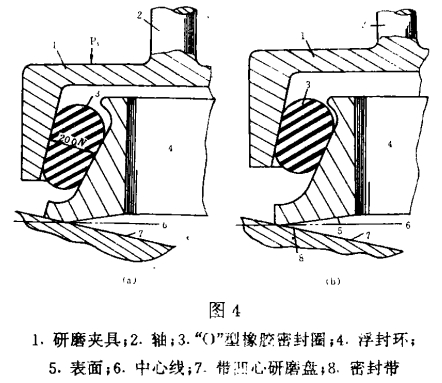{kind=link}
用两个这样的浮封环组装成浮动端面密封后的密封带如图5(a)所示。图中的密封带1是互相贴合的,但是在实际使用中,对浮封环施加比压后,其形状如图5(b)所示,图中两条密封带没有接触,而是形成一个内小外大的三角形。实际接触面只是一小部分(如图3所示),它是两者接触后很狭的密封带。这种结构对密封的使用性能十分不利,因为水、泥砂和灰尘容易侵入开口的三角形内,加剧浮封环的磨损,同时很狭的密封带上比压也相当大,磨损必然严重。由此可见,这种研磨方法是不可取的。
http://www.aosailuo.cn/aosailuo/e/UploadFile/201491164215702.jpg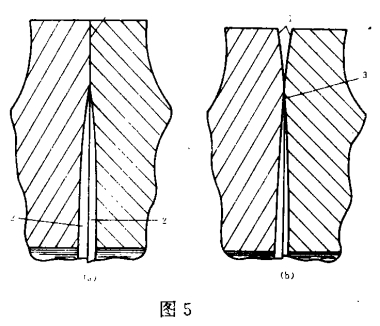{kind=link}
图6是不加压研磨的密封带1,从图中可以看出,中线2基本上平分密封带面1和研磨盘面3所组成的三角形空间,说明密封带没有较大的变形和倾折。用这种浮封环组装成浮动端面密封之后,其密封带围成的空间是一个三角形,其中B=0.002mm,C=0.4mm,见图6(b)。这类密封环在比压的作用下组合成浮动端面密封,其最大外径处有一个微小的开口A,A=0.001mm,这种密封带组成的摩擦副接触面是较宽的,如图6(c)。当它工作时,由于运转时的摩擦热引起变形,这时A值基本上为零。因此,这种密封由良好的密封性能和较长的使用寿命,是一种很好的结构。
http://www.aosailuo.cn/aosailuo/e/UploadFile/201491164310558.jpg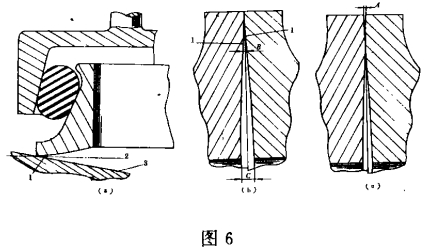{kind=link}
3.光学平晶检测
浮封环的密封端面的平直度和粗糙度要求很高,通常用光学平晶法检测。图1是其原理图。
首先把平晶放在浮封环的密封端面上,当单色光源(通常是钠光)从S点发出,经倾斜45°的平面镜M反射后,垂直地照射到平晶表面上,入射光线在空气层的上下表面分两条反射后,产生干涉,透过平面镜M在T处可以观察到A面的牛顿光环数。
如果94mm浮封环的密封端面上呈现3~5条牛顿光环,那么该面的高低差△h=(0.9~1.5)μm。
生产实践表面,密封端面的牛顿光环干涉条纹可能是多种多样的,如图7(a)所示,在密封端上呈现5条牛顿光环,并且是外稀内密的排列,呈凹球面。这是合格的密封。
http://www.aosailuo.cn/aosailuo/e/UploadFile/201491164433310.jpg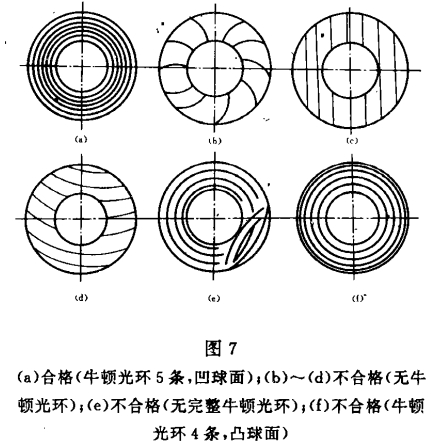{kind=link}
图7(b)~(f)所示的5种密封端面,都是不合格的。从图中可以看出,这些表面的干涉条纹各不相同,但都没有呈现凹面的牛顿光环干涉条纹,而且有的凹凸不平度较大,起不到密封作用。
在生产浮封环的工厂中,多用等厚平面干涉仪检测密封端面的牛顿光环数,常用电触式仪检测表面粗糙度。
![]() 喜欢
喜欢
0
![]() 赠金笔
赠金笔