 加载中…
加载中…电主轴刀具碟簧自动夹紧松开装置问题及解决措施
标签:
碟簧电主轴夹紧松开装置 |
分类: 碟簧 |
高速加工技术越来越受到人们的重视,它不仅可获得更大的生产率,还可获得很高的加工质量,并可降低生产成本。实现机床高速化的关键部件是主轴单元, 电主轴具有结构紧凑、易于平衡、传动效率高等优点,是高速主轴理想的结构”。
电主轴也称“直接传动主轴“,是内装式电机主轴单元,它把机床主传动链的长度缩短为零,实现了机床的“ 零传动”因而在现代数控机床中获得广泛应用。
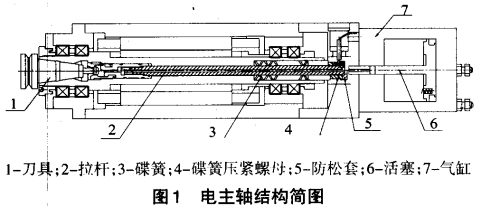
某公司生产的ADS 、AP两大系列电主轴用于数控铣镗加工中心配套, 南于要实现自动换刀功能,在其内部有 一套刀具自动夹紧松开装置,见图1。在实际加工过程中,电主轴自动换刀装置换刀时,发现了松开或夹紧刀具的动作不通畅、 易失灵等问题。
http://www.aosailuo.cn/aosailuo/e/UploadFile/20146191473867.jpg
{kind=link}
1、原因分析
电主轴内的刀具夹紧松开装置工作原理:气( 液)压缸提供松开刀具需要的动力,碟簧提供夹紧刀具需要的拉力。放松刀具时,气( 液) 压推动活塞向前运动,进而推动刀具拉杆向前运动来实现松刀动作。夹紧刀具时,活塞向后运动,拉杆在碟簧的弹力作用下向后运动,进而拉紧刀具,见图1 。
针对刀具自动夹紧松开装置出现的松拉刀动作不通畅、易失灵等问题进行分析,主要原因是:在松、拉刀过程中,由于频繁冲击,致使装置中的有些零件发生变形, 零部件的相对位置发生变化, 改变了原来的T作参数,进而现了松、拉刀动作不到位一具体原因分析如下:
(1)由于刀具拉杆的变形,其与活塞端面间的距离发生改变,使松拉刀行程发生变化,电主轴在加工过程中换刀频繁, 加工一个工件往往需要换刀5 ~ 6 次,每次换刀均由活塞推动拉杆完成,频繁受力。如果拉杆硬度低, 端面就会出现打毛现象,致使拉杆与活塞端面问的距离发生改变,气( 液) 压缸的行程与主轴的松、拉刀行程不匹配,活塞或者接触不到拉杆; 或者与拉杆粘连,造成松、拉刀动作失灵失效; 影响主轴正常T作。
(2)碟簧的压紧螺母松动。碟簧正常工作时, 处于一定的压缩状态。压缩的碟簧, 一端定位于主轴的端面上, 一端浮动,用螺母压紧。换刀时,活塞推动拉杆,使拉杆受到猛烈的冲击,活塞推动拉杆会使碟簧的压紧螺母产生振动。换刀多次后, 螺母就会 现松动,碟簧相对于正常T作状态发生了变化,拉杆在主轴内部的位置相应发生改变,这样就会造成松、拉刀装置失灵失效。
2、改进措施
(1)改变拉杆和活塞的材料、丁艺、结构。需要保证拉杆和活塞端面有足够的硬度。原来拉杆采用40Cr , 整体淬火处理。考虑拉杆是细长零件, 硬度不能太高。改后拉杆采用38CrMoA1 , 调质处理,精加工前表面氮化处理,这样拉杆表面的硬度就提高了,增强了耐冲击能力; 同时,改变了拉杆后端的结构,增大受力面积,减小拉杆所受的冲击。
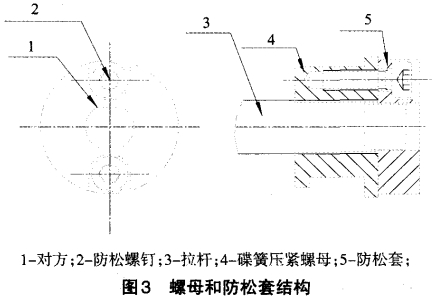
(2 )改进碟簧的压紧结构,原来的单纯螺母结构,见图2 ,改为螺母和防松企的组合结构,见图3 。改进前的结构,螺母只是依靠螺纹连接,可靠性低; 改进后的结构,是螺母通过螺纹与拉杆连接,防松套靠对方与拉杆配合,并且通过轴向的防松螺钉与螺母连为一体。由于对方的限位作用,即使受到冲击,螺母在圆周,方向也不会发生位移,起到防松效果,同时,活塞推动拉杆时, 直接与防松套接触,可对拉杆起到保护作用。
http://www.aosailuo.cn/aosailuo/e/UploadFile/201461914939450.jpg
{kind=link}
3、结束语
通过上述的原因分析和改进,对出现问题的加工中心用电主轴进行维修,刀具 自动夹紧松开装置T作正常, 消除了该类问题的发生,保证了电主轴的加工精度,延长了使用寿命。电主轴是一种技术含量较高的产品, 通过分析生产实际中出现的问题,不断改进电主轴的结构设计及加工工艺,可以全面提高产品质量,提升企业的竞争力。
![]() 喜欢
喜欢
0
![]() 赠金笔
赠金笔