 加载中…
加载中…碟簧的制造工艺、工艺流程及差异性
标签:
碟簧碟簧工艺工艺流程 |
分类: 碟簧 |
碟簧多用冷轧或热轧带钢、板材或锻造坯料制造,常用材料为60S2MA、50CVA等弹簧钢。本文主要介绍碟簧的制造工艺、工艺流程及差异性。(相关阅读:改进碟形弹簧(碟簧)加工工艺的实例)
碟簧的制造工艺
依据DIN2093和(GB/T 1972—2005)标准规定,碟簧的制造工艺根据碟簧的厚度t值可分为三类。
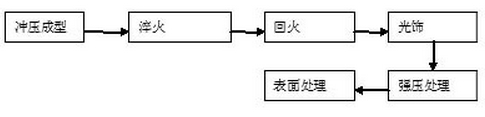
第一类:t <1.25mm,冲孔,冷成型,去锐角;
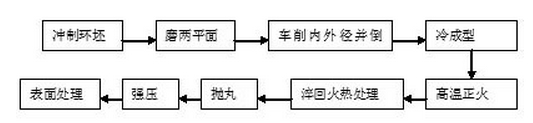
第二类:1.25mm≤ t ≤6mm,冲孔,冷成型,内外径加工去锐角或精冲孔,冷成型,去锐角;
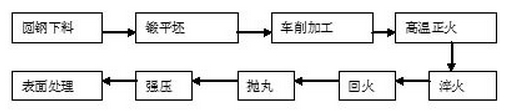
第三类:6 ≤ t ≤16mm,铸锻胚,表面全加工去锐角冲孔,冷成型,内外径加工去锐角或精冲孔,冷成型,去锐角。
http://www.aosailuo.cn/aosailuo/e/UploadFile/201461295448945.jpg
{kind=link}
http://www.aosailuo.cn/aosailuo/e/UploadFile/201461295817236.jpg
{kind=link}
http://www.aosailuo.cn/aosailuo/e/UploadFile/201461295917652.jpg
{kind=link}
碟簧的工艺流程
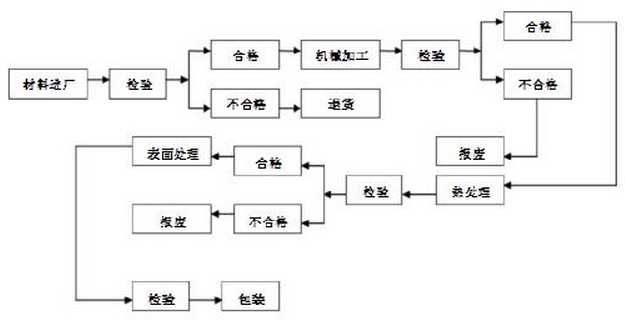
碟簧的工艺流程为:下料→冲切内径→冲切外径→成形→热处理→检验→包装。(如下图示)
http://www.aosailuo.cn/aosailuo/e/UploadFile/201461210612211.jpg
{kind=link}
碟簧一般要进行外观、尺寸、硬度、弹簧特性检验。碟片外表面不得有斑痕、裂纹或锈斑等缺陷。碟簧的尺寸公差、形状位置公差和载荷、变形量偏差以及其他技术要求、典型工作图等,可参看有关标准规定。主要表现在:
碟簧材料进厂检验:成分化验、机械强度检验;
碟簧机械加工检验:尺寸检验;
碟簧热处理检验:硬度检测、强度冲击、疲劳试验;
碟簧表面处理检验:外观检测。
碟簧制造工艺的差异性
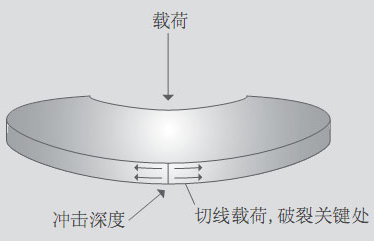
冲孔时,碟簧冲击面会产生纵向细沟纹,受载荷时,碟簧外沿会产生一连串的切线抗张应力,如图1。碟簧如果按如上所述的工艺,内外径精密加工是没有纵向细沟纹的,只有横向车工纹,和产生抗张强度(切线方向)的方向一致,碟簧破裂的情况几乎不会发生。
http://www.aosailuo.cn/aosailuo/e/UploadFile/201461210138795.jpg
{kind=link}
图1
1.精密加工差异性:
精密加工过的表面,纵向细沟纹完全清除,车工纹方向和主要张力方向一致,没有发生在破裂的危险(如图2)
http://www.aosailuo.cn/aosailuo/e/UploadFile/201461210243754.jpg
{kind=link}
图2
2.精冲孔的差异性:
冲孔后,纵向细沟纹横切过切线张力方向,产生切口效应,(如图3)
http://www.aosailuo.cn/aosailuo/e/UploadFile/201461210344725.jpg
{kind=link}
图3
滚动研磨时,清除部分纵向细沟纹,表面比较光滑,(如图4)。
http://www.aosailuo.cn/aosailuo/e/UploadFile/201461210440690.jpg
{kind=link}
图4
3.普通冲孔的差异性:
纵向细沟横切过切线力方向,产生大切口效应,动态场合,不推荐使用,因为寿命超短,(如图5)
http://www.aosailuo.cn/aosailuo/e/UploadFile/201461210520550.jpg
{kind=link}
图5
![]() 喜欢
喜欢
0
![]() 赠金笔
赠金笔