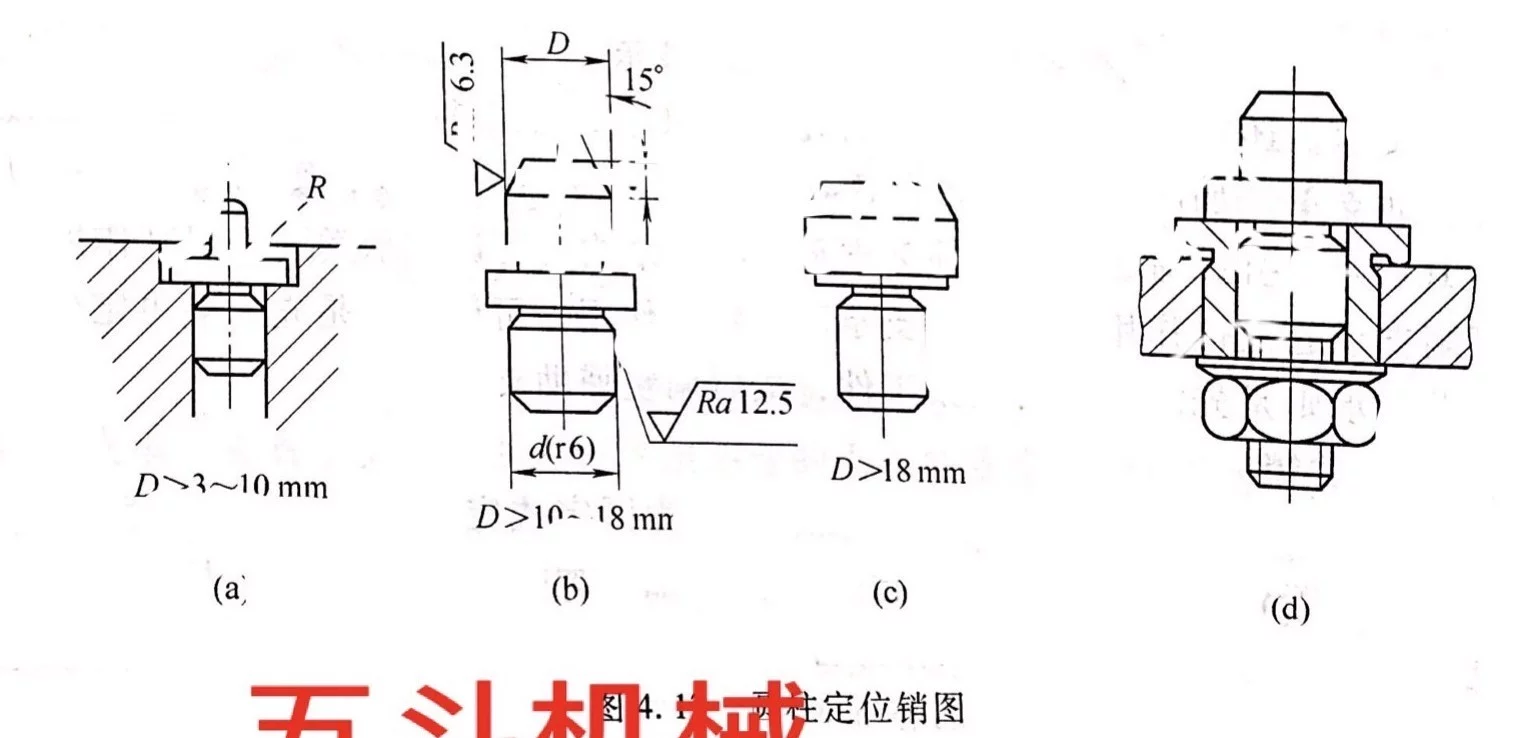
图4.17是常见定位销的结构。图4.17A.B.C为固定式定位销,图4.17D为可换式定位销,均为圆柱销。工作部分的直径一般根据工件的加工要求和安装方便,按基孔制g5、g6、f6、f7精度等级制造。图4.17A销子工作部分直径较小,为增加钢度通常把根部倒成圆角R,在夹具体上应有沉孔,使定位销圆角部分沉入孔内而不影响定位。大批量生产时,为了便于更换,则设计成带衬套的结构,即成为图4.17D所示可换定位销。这种结构,衬套内孔与定位销为间隙配合,其定位精准比固定式低。为了便于工件装入,定位销的头部做成15度倒角。短圆柱定位销只能限制端面上两个自由度;长圆柱销可看成两个短销和工件基准孔的接触定位,能限制工位的两个移动和两个转动自由度。
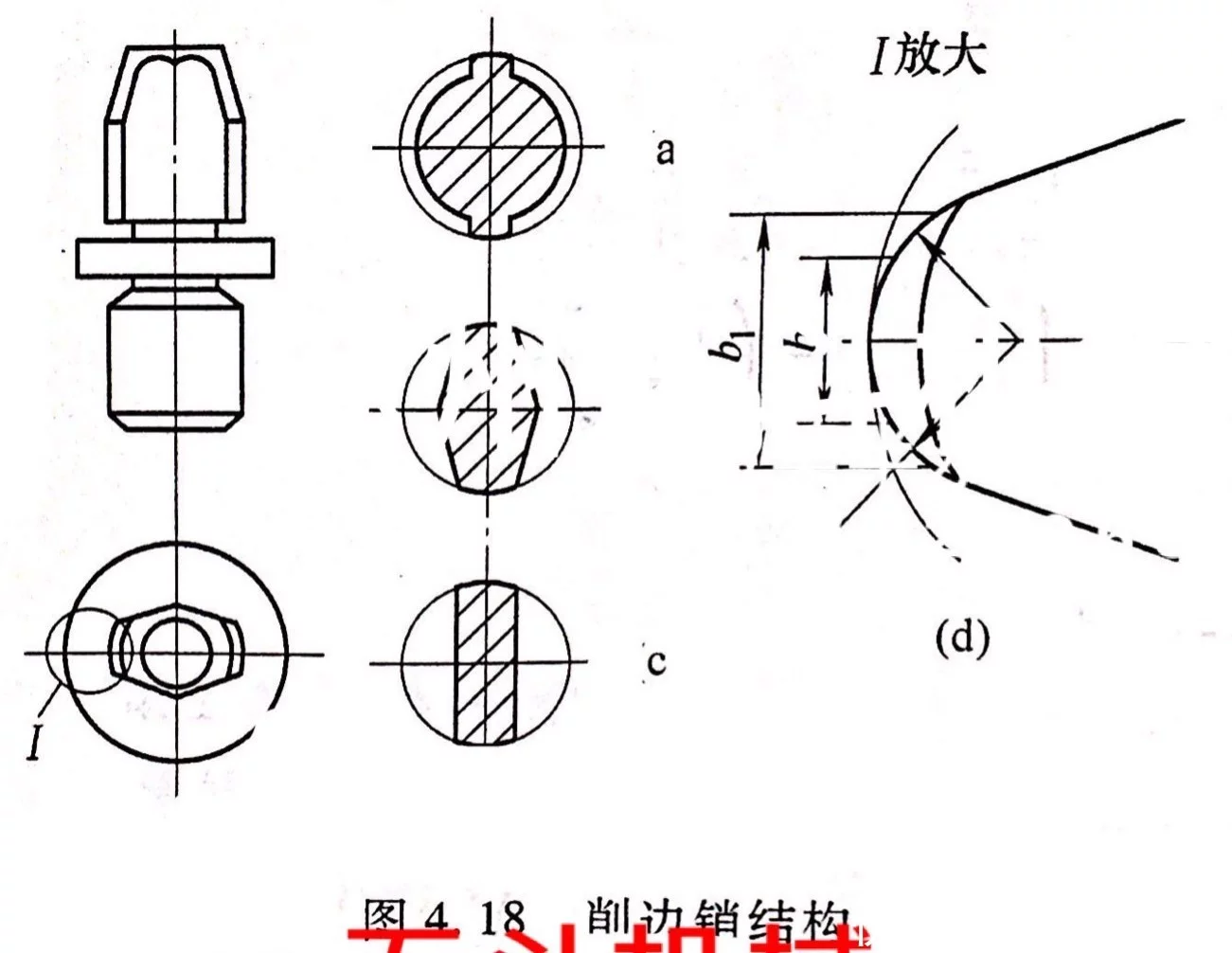
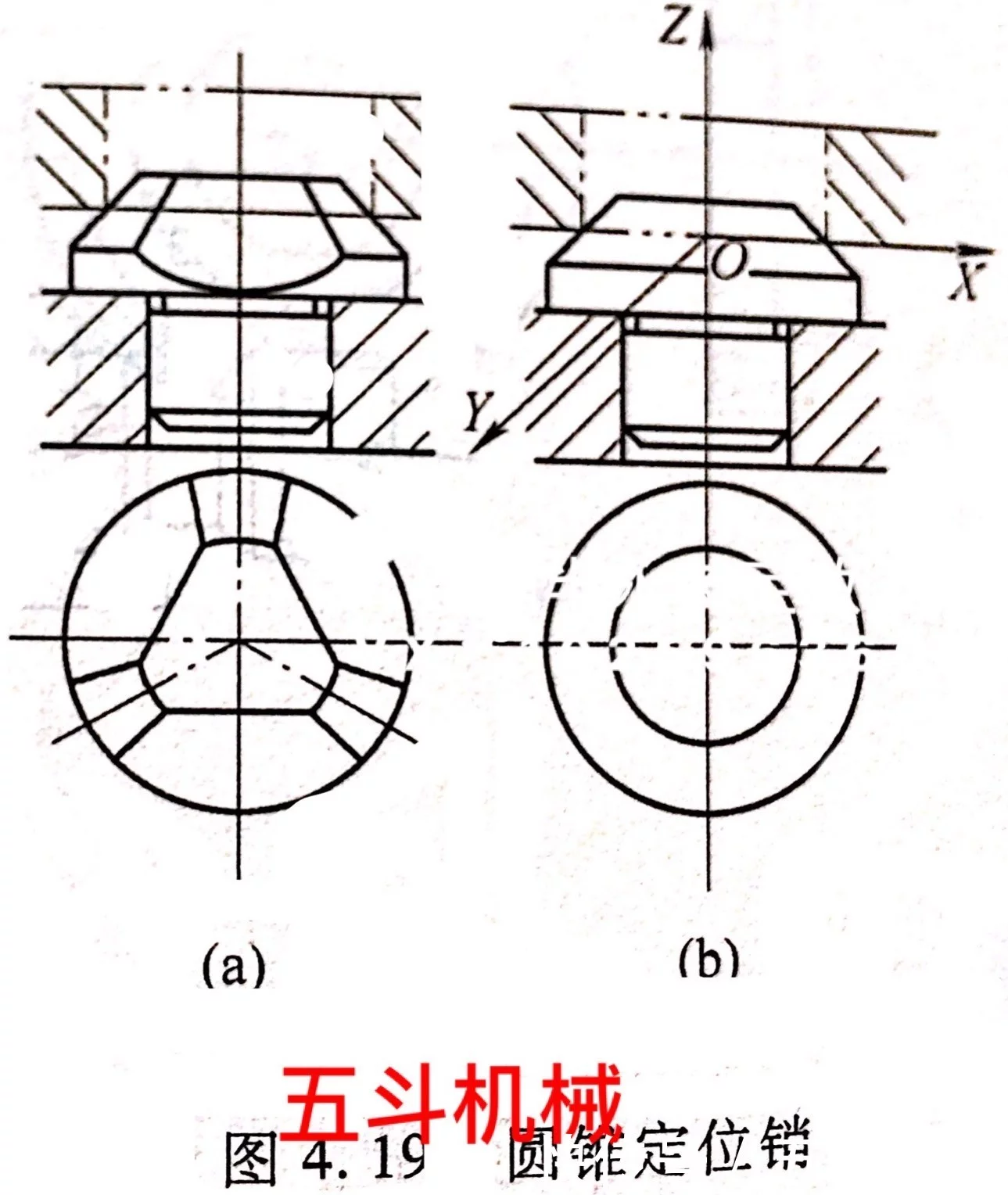
圆柱定位销中,还有一种削边结构,如图4.18所示,最常见的是图4.18B所示的菱形销。削边销是为了补偿工位的定位基准与夹具定位元件之间实际尺寸误差,消除过定位而采用的。这样削边短销只能限制一个自由度。削边长销只能限制两个自由度。生产上有时为了限制工件的轴向自由度,也可采用圆锥销。
如图4.19所示,锥面和基准孔的菱边形成理想的线接触,它除了限制X,Y方向的移动自由度外,还限制绕Z轴的转动自由度,共限制了三个移动自由度。实际应用中,也采用图4.18A削边销结构。
文章来源:www.wudoujx.net/newsitem/278333005
加载中,请稍候......
{kind=link}
{kind=link}
{kind=link}
 加载中…
加载中…